
球磨机出料端耐磨衬板安装在球磨机内部,在球磨机出料端格子板与出料端盖之间,如果要更换,需要拆卸球磨机出料端盖、支撑瓦座、格子板等部件,是一项操作难度大,工序复杂的工作,需要6天的检修时间。整个检修任务,首先在检修前对检修顺序、操作要求、验收等内容要有一个全面的考虑和安排,在检修过程中要严密组织各个操作环节,在设备拆卸安装中,安装结束后要认真进行检查验收,确保整个检修工作顺利完成。
第一,检修前的准备工作:
1、 倒出钢球,拆掉球磨机出料端格子板,拆卸瓦座上盖,及大齿轮罩。
2、 用两个100吨千斤顶及钢架,制作筒体支架,并将筒体出料端均匀撑起,在瓦座方向测量为10毫米高度。

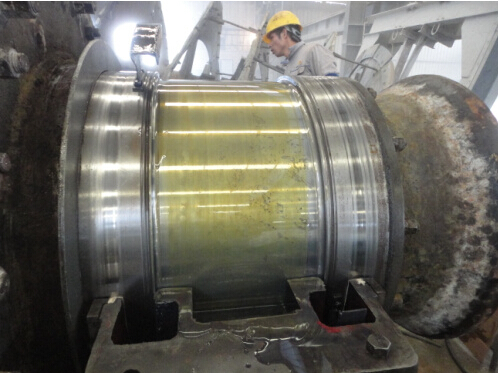
图(1)球磨机更换衬板的现场图
第二、拆卸设备相关联的零部件,
放出瓦座内的润滑油,拆卸两端瓦座的连接管线、瓦座上盖及挖油勺;拆卸大齿轮罩、大齿轮等部件;拆卸鼓形给料器、进料端衬套等部件。(特别要注意在拆卸大齿轮时每个螺栓、垫片的数量及位置,明确标示记号,明确标示大端盖与筒体螺栓的原始位置,明确标示大齿轮与大端盖的位置,要求在拆卸前进行刻线标示)

图(2)每个配件都要标记好,摆放好位置,便于安装。
第三、拆卸出料端盖
有时球磨机的出料端盖难以拆卸,原因是设备使用时间太长,端盖粘的太紧,可以用撞杆撞开,要避免端盖受伤。
在拆卸的过程中首先要注意刻线及标记的准确性,其中包括齿轮、垫片、的标记问题。在拆卸端盖前,注意标志清晰、准确。

图(3)拆卸端盖前已经标记好位置
第四、安装出料端内部耐磨衬板
1、在准备安装耐磨衬板前的准备工作,清理耐磨板的密封面,清理大端盖的密封面。更换瓦座端部密封条。

图(4)瓦座端部密封条必须更换
2、安装出料端的耐磨衬板,首先清理大端盖内的铁锈等杂质,并刷防锈漆,然后将大端盖倒扣,端盖口方向向上,四周用枕木将端盖顶紧、调平。

图(5)端口盖需按上图步骤摆放
3、开始安装大端盖内的耐磨衬板,将耐磨衬板口水平放置,然后用天车将耐磨衬板水平调入,将经过清理的耐磨衬板,轻松的吊装进入大端盖内部,

图(6)端盖一定要安放好,不能损坏
然后安装八个螺栓紧固耐磨衬板,在耐磨衬板与大端盖的密封面用密封胶密封,防止矿浆进入间隙,损坏端盖。
第五步、安装出料端大端盖
1、耐磨衬板和出料端盖安装好后开始进行吊装,如下:

图(7)出料端盖吊装步骤
2、按照刻线的位置安装球磨机的出料大端盖及耐磨衬板,首先将大端盖装入筒体的止口,注意钢丝绳的挂点为两个,并且要求跨中,另外安装两台3吨和5吨的手拉葫芦,一个用来调整大端盖的垂直度,一个用来旋转大端盖,确保筒体和大端盖安装孔眼的对中,

图(8)出料大端盖吊装需要配合
3、开始安装连接螺栓,先用定位销定位,因为安装端盖时然后用加工好的定位销三根定位销的尺寸为直径33 长度300镶入大端盖和筒体的安装孔,确保筒体法兰与端盖法兰安装孔眼的定位,安装螺栓和垫片(垫片的多少与位置要按照拆卸时的记录进行安装),螺栓安装,不要一次螺栓全部紧固到位,要分多次进行紧固,注意螺栓紧固要均匀,紧固螺栓要按顺序进行,对称、交叉、跨中紧固,保证螺栓受力均匀。

图(9)螺栓安装也要细心
第六、安装球磨机瓦座
检查清理球磨机出料端瓦座,注意瓦座的磨损情况,根据情况进行刮研,(一号球磨机在2012年1月20日的设备大修期间,对出料端瓦座进行了认真检查,发现球磨机瓦座一端的巴氏合金有轻度粒状磨损脱落,重新刮研,开辟油槽后,将瓦座吊入安装位置,)注意吊装瓦座前要保证瓦座底部润滑油充足,确保瓦座与底部能够轻松移动,并且要将瓦座底部的凹槽与底座的凸销准确定位。
第七步、安装大齿轮
1、螺栓紧固完毕,安装上部大齿轮,将大齿轮调装到位后先用定位销定位,因为安装端盖时然后用加工好的定位销三根定位销的尺寸为直径33 长度300镶入大端盖和筒体的安装孔,确保筒体法兰与端盖法兰安装孔眼的定位,再进行螺栓的安装,螺栓安装要求先将螺栓全部紧固到位(紧固螺栓时要求,对称交叉紧固跨中紧固,保证螺栓受力均匀。)
图(10)巴氏合金瓦座的修复安装
2、按照刻线位置方向安装下部大齿轮,先将大齿轮吊装到位,将连接螺栓轻度紧固后,开始安装两半大齿轮的连接螺栓,在安装此8个螺栓的时候要注意,跨中紧固,螺栓受力要绝对做到均匀一致,然后,紧固大齿轮与筒体端盖的连接螺栓。用钢丝绳多次盘转球磨机,将连接螺栓紧固到位,并且均匀一致,观察两瓦座与筒体要有间隙,紧固后盘动筒体轻松为止。检查大小齿轮的啮合间隙要符合要求。

图(11)大齿轮的安装
3、紧固上下两半齿轮的连接螺栓及定位销钉,注意受力均匀,不要一次性将螺栓紧固到位。

图(12)大齿轮的螺栓
第八、开机
安装好齿轮罩、瓦座水套,球磨机上给水和下给水后,各项准备工作完成后,准备空机试车
1、 开车空磨12小时,温度恒定在30到32度,
2、 然后加钢球9吨,给料量控制在15吨每小时,开机24小时,温度恒定在22到24度之间,
3、 再加9吨钢球,加20吨每小时的矿量运行,设备运转正常,温度恒定在22到24度之间。
北京耐默公司可为您提供现场施工指导,并可提供各种高铬衬板,欢迎来我厂交流。